



渠道無錫c型鋼廠商價格
作者:admin 發布時間: 2021-09-13 690 次瀏覽
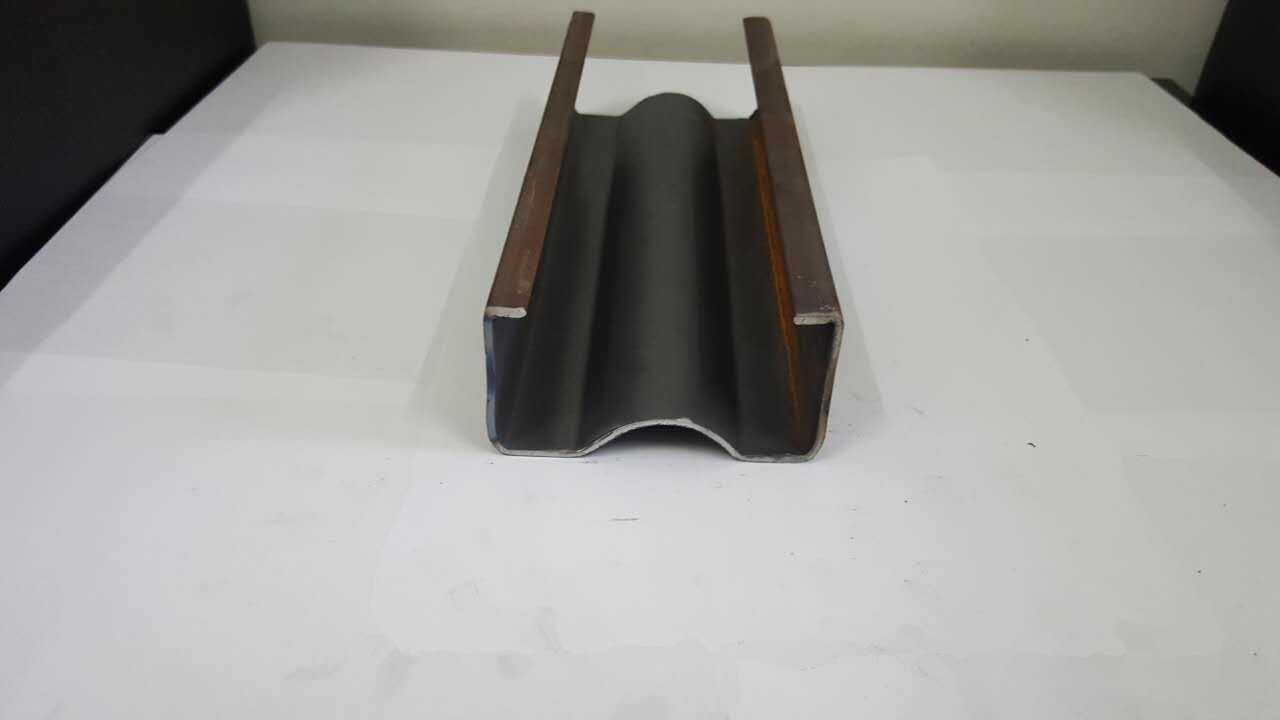
c型鋼槽在生產施工過程中,為了安裝龍骨、電纜、照明、信號設備等。施工過程中,在其水泥澆筑時,預埋卡軌也稱為c型鋼槽軌。c型鋼槽初始定位:綁扎dier層網格鋼筋時,按設計位置測量c型鋼槽位置,將預先焊好的組槽放置在c型鋼槽位置;在通道的后部,在垂直于網格的方向上,螺栓間隔地用幾個短肋捆綁,長度約為30cm;將其固定在格柵鋼筋上。c型鋼槽定位:將臺車移動到指定位置,將模板吊到位,用T型螺栓穿過鋼模預留的長孔,找到槽位并調整,鎖緊螺栓,使槽與模板緊密結合定位。該預埋件因其施工簡單、安裝方便,是目前工程中廣泛使用的預埋件之一。目前c型鋼罐產品都添加了抗氧化劑,但質量也有差異。通常質量較好的c型鋼罐可以有效延長其使用壽命,但其價格會比普通的c型鋼罐貴。此外,陽光也是影響c型鋼罐使用壽命的重要因素,有效避免陽光照射也能延長其使用壽命。
熔焊是在焊接過程中,通過將工件接觸面加熱到熔融狀態來完成無壓焊接的一種方法。焊接過程中,熱源快速加熱熔化C形槽預埋件的接頭,形成熔池。熔池隨熱源向前移動,冷卻后形成連續焊縫,將預埋件連接在一起。

1.壓力焊接法是使C形坡口預埋件在壓力作用下實現固態原子的結合,又稱固態焊接法。
2.常用的壓力焊接工藝是電阻對焊。當電流通過凹槽預埋件的連接端時,由于電阻較高,焊點的溫度會升高。焊點加熱到塑性狀態后,在軸向壓縮的作用下連接成一體。
3.釬焊是用低于工件熔點的金屬材料作為釬料,將C形槽預埋件和釬料加熱到高于釬料熔點但低于工件熔點的溫度,用液態釬料潤濕工件,填充界面間隙,使其與工件原子擴散,從而實現焊接的方法。
線槽預埋件廠家討論線槽預埋件的技術難點:
a、控制螺栓孔間距,應小于50cm,保證預埋件凹槽固定點的數量,避免固定薄弱;
二、槽內預埋件與模板同步安裝,可作為標牌上的標志線。控制好通道埋件的標高、間距和垂直度。
三、螺栓安裝時應墊平墊片,增加與模板的受力面,防止螺栓脫離模板,造成凹槽預埋件脫落。
四、模板安裝完畢后,應檢查凹槽預埋件的安裝質量,如有偏差,應及時調整、加固,以免變形或螺栓松動。
熱軋槽生產廠家說明熱軋槽的技術要求;
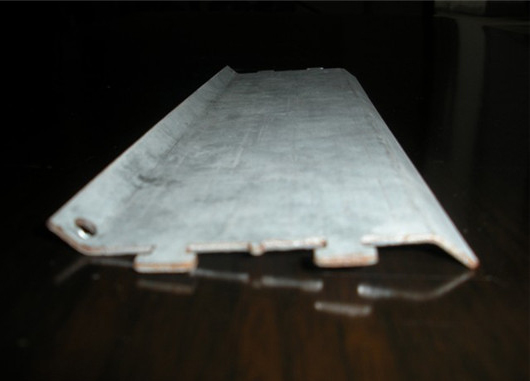
1.鋼制罐壁。熱軋罐壁要求,壁厚3毫米以上,熱軋罐缺口尺寸38-23,錨間距≤250毫米,端錨長度≤100毫米為73毫米。其次,抗拉承載力規定熱軋坡口單點抗拉承載力在16.8KN以上,齒剪承載力在16.8kN以上..
2.產品的形狀。產品的外形還要求熱軋槽的鋼槽內部為連續且長的三角齒結構,齒高不小于1.5mm,齒尖間距不超過3mm,既能滿足垂直調節,又能保證附件零件連接時沿槽方向的受力性能和承載性能。
3.防腐性能。此外,熱軋槽通過GB/T10125-2012人工大氣腐蝕試驗鹽霧試驗CASS銅加速醋酸鹽霧試驗300小時無白銹,400小時無紅銹,經55℃氫氧化鈣溶液(ph=12)浸泡168小時,表面無氣泡、斑點,可滿足GB/T9274-1988《涂料耐液體介質性能的測定》。耐酸性符合GB/T9274-1988色漆和清漆耐液體介質性的測定。在硫酸銅溶液(10個點)中浸泡240小時后,罐體表面無紅銹。這沒什么。南京曼卡特生產的管廊c型鋼預埋槽通過了3000小時鹽霧試驗,可以說遠遠超過了標準要求。
購買槽預埋件后,我們對設備預埋件的安裝方法以及設備對槽預埋件的要求還不清楚。
1.為保證youzhi預埋件與主體結構連接牢固,主體結構連接部位的混凝土強度等級不應低于C20輕質填充墻作為幕墻支撐結構。
2.預埋件的錨固鋼筋應放在混凝土構件外排的主筋內。混凝土澆筑過程中,為防止預埋件位移,應與鋼筋或模板連接固定,與混凝土澆筑同時進行,隨搗隨埋。混凝土應在預埋板下振動和壓實。
3.主體結構澆筑混凝土時,溝槽預埋件應按規劃要求的朝向和規格埋設。測量預埋件時,兩軸之間的放線應從兩軸的中間向兩側測量,以避免誤差積累。
4.混凝土澆筑前,應隱蔽檢查。檢查內容包括預埋件的規格、類型、朝向、數量、錨固方式和防腐處理。
5.預埋件錨板埋好后,焊接預埋件混凝土結構件表面,避免高溫損傷混凝土。幕墻配件焊接后,應及時涂防腐涂層,以保護結構構件外露的錨板。
高速鐵路隧道接觸網和綜合接地系統的預埋件是保證隧道后期順利運營的關鍵。高速鐵路隧道內的接觸網由高速鐵路隧道的c型鋼預埋通道固定,懸掛在隧道頂部或墻壁上,適用于隧道內的接觸網掛柱和附加導線懸掛。c型鋼預埋通道,根據設計要求,在墊臺車上開孔。開口原則包括通道長度、型號和臺車長度,盡量減少臺車模板的開口數量。這一點非常重要,需要引起重視。首先用全站儀測量zhongxin線的位置,用鋼尺畫出定位基準線,用氧焊切斷T型螺栓的定位孔,測量槽的間距。然后用一套丁字螺栓固定在臺車模板上。請注意,這里bixu使用一組螺栓。否則,很難達到預期的效果。澆筑完成后,松開螺栓,回收模板脫模。c型鋼預埋通道主要由滑道和I型錨組成,非常重要。由于它主要依靠工字鉚釘與襯砌混凝土之間的緊固力為接觸網支柱提供受力平臺,這種力可以固定接觸網支柱,增加導線懸掛的功能,列車運行時接觸網和接觸柱自重產生的靜荷載和與接觸網摩擦產生的動荷載通過工字鉚釘傳遞給混凝土。
